


Prawidłowe osiowanie jest podstawą predykcyjnego utrzymania ruchu. Ważne jest jednak, aby nie pomijać procedur osiowania wstępnego. Inwestycja naszego czasu w zaznajomienie się z procedurą osiowania sprawi, że osiowanie będzie wykonane nie tylko dokładnie i precyzyjnie, ale również przez długi czas nie będzie konieczne ponowne wykonywanie tej czynności. Podczas Konwencji EASA 2023, Acoem – firma specjalizująca się w rozwiązaniach z zakresu utrzymania ruchu maszyn – omówiła znaczenie i etapy wstępnego osiowania.
Wstępne osiowanie to zbiór czynności, które należy wykonać przed osiowaniem ostatecznym. Stanowi ono podstawę działań, która bezpośrednio wpływa na dokładność późniejszego procesu osiowania. Do jej wykonania wymagane są następujące narzędzia:
- Poziomica
- Klucze
- Podkładki dystansowe
- szczelinomierz
Podstawy wstępnego osiowania:
Wstępne osiowanie maszyny jest ważną częścią utrzymania ruchu i jest kluczowe dla późniejszego dokładnego osiowania.
Prawidłowe wstępne ustawienie to lepsza wydajność urządzenia podczas jego pracy oraz możliwość dokładnego określenia etapów właściwego osiowania i niezbędnych ku temu narzędzi.
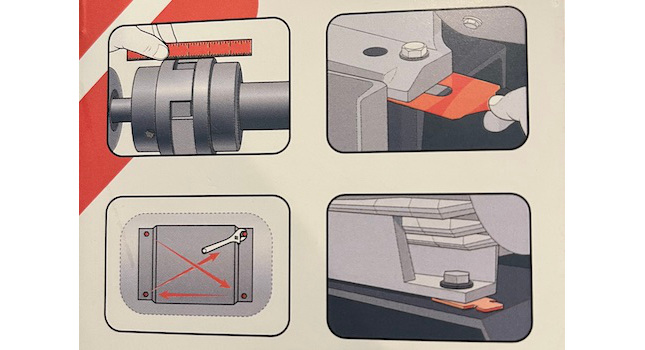
Krok 1: Zgrubne osiowanie
Zgrubne osiowanie rozpoczyna się od pomiarów w płaszczyźnie pionowej i poziomej. Aby to wykonać, należy umieścić poziomicę na najwyższej powierzchni płaskiej maszyny. Podkładkę należy wsunąć pod spód poziomicy tak by uzyskać poziom. Należy poluzować śruby mocujące i wsunąć odpowiednio dobraną podkładkę odpowiednio pod wybrane stopy. Ponowne umieszczenie liniału na powierzchni pozwala użytkownikowi zweryfikować płaszczyznę poziomą i pionową. Poziomica powinna idealnie pokazywać poziom. Oznacza to wówczas brak kątowego przemieszczenia. Na potrzeby następnego kroku, pozostawiamy poluzowane śruby mocujące.
Krok 2: Eliminacja kulawej łapy
Występowanie kulawej łapy oznacza, że wszystkie cztery stopy maszyny nie leżą na wspólnej płaszczyźnie. Jeśli tego nie skorygujemy, maszyna znajdzie się w innej pozycji za każdym razem, gdy śruby zostaną dokręcone lub poluzowane, co utrudni dokładny pomiar i uniemożliwi sprawne korygowanie niewspółosiowości.
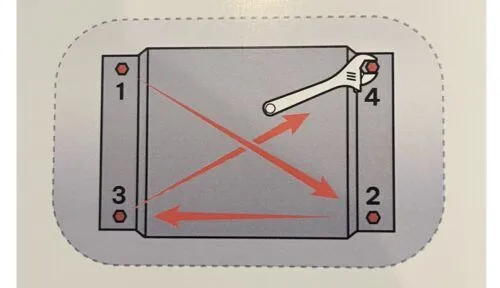
Krok 3: Dokręcanie śrub
Po uzyskaniu zgrubnego wypoziomowania i skorygowaniu kulawej łapy, nadszedł czas na dokręcenie śrub. Kolejność przykręcania nie jest przypadkowa; procedura przebiega ona według określonego schematu, jak pokazano poniżej.
Krok 4: Końcowa korekta kulawej łapy
Po właściwym dokręceniu śrub nadszedł czas, aby sprawdzić, czy wciąż mamy do czynienia ze zjawiskiem kulawej łapy. Poluzowanie każdej śruby dociskowej na raz pozwala na bardziej precyzyjny pomiar i korektę wszelkich pozostałości kulawej łapy. Zaleca się również dokładne sprawdzenie miejsc wokół stopy, aby wykluczyć możliwość nierównoległego podparcia stopy.
Dodatkowe kroki podczas wstępnego osiowania
Przed przystąpieniem do osiowania zalecamy wykonanie kilku dodatkowych czynności:
- Podstawa urządzenia i miejsce kontaktu urządzenia z podstawą powinno być czyste
- Wypoziomowanie maszyny za pomocą podkładek
- Sprawdzenie bicia
- Sprawdzenie występowania sił powodujących naprężenie (a w skutek tego odkształcenie) w elementach maszyny
- Sprawdzenie luzów łożyskowych
- Sprawdzanie zamocowania piasty na sprzęgle.
Powyższe kroki są bardzo ważne dla osiowania maszyny niezależnie od tego, czy używamy czujników zegarowych, czy laserowego systemu osiowania. Proces wstępnego osiowania to inwestycja w trwałość i wydajność maszyny. Kroki te mogą wydawać się czasochłonne, ale są niezbędne do późniejszego osiowania precyzyjnego oraz wydajnej i niezawodnej pracy maszyny.


