


Nowoczesna strategia konserwacji prognozowanej.
Konserwacja prognozowana staje się w coraz większym stopniu krytycznym i niezbędnym elementem nowoczesnych, inteligentnych fabryk. Zdolność do dokładnego śledzenia działania maszyn oraz przewidywania możliwości wystąpienia awarii przed ich rzeczywistym wystąpieniem to istotna pomoc dla producentów w zwiększeniu wskaźnika OEE (Overall Equipment Effectiveness, Całkowita Efektywność Wyposażenia) oraz przyczynek do redukcji kosztów i marnotrawstwa czasu.
Wiodącym rozwiązaniem konserwacji prognozowanej jest monitoring stanu technicznego maszyn, jednak zbieranie danych dotyczących ich funkcjonowania to dopiero początek. Możliwość dokładnej interpretacji tych informacji oraz ich przesyłania jest nieodzowna dla utrzymania niezawodności systemu i tu pojawia się pole do działania dla tzw. uczenia maszynowego. Dzięki wdrożeniu takich mechanizmów wspierających system monitorowania stanu technicznego maszyn, eliminuje błąd ludzki i czyni konserwację prognozowaną bardziej inteligentną i bardziej efektywną.
Czym jest konserwacja prognozowana?
Konserwacja prognozowana to proces śledzenia parametrów pracy i działania kluczowych podzespołów maszyn, takich jak silniki, co ma na celu minimalizowanie czasu przestoju podczas napraw. Konserwacja prognozowana umożliwia użytkownikom bardziej dokładne przewidywanie terminu wykonania prac konserwacyjnych maszyn, na podstawie danych otrzymywanych w czasie rzeczywistym bezpośrednio z tych maszyn. Dzięki temu konserwacja prognozowana przyczynia się do skrócenia czasów przestoju maszyn, zwiększenia średniego czasu między awariami (MTBF, Mean Time Between Failures) oraz wyeliminowania kosztów związanych z wykonywaniem niepotrzebnych prac konserwacyjnych i koniecznością posiadania w magazynie części zamiennych na zapas.
Przy tradycyjnym podejściu, dyrekcja fabryki opiera utrzymanie ruchu o harmonogramy konserwacji zapobiegawczej, dostarczane przez producentów maszyn, co obejmuje regularną wymianę części i podzespołów na podstawie sugerowanych przedziałów czasowych. Jednak w praktyce takie przedziały czasowe mogą dać tylko przybliżony termin, gdy dana maszyna będzie wymagała prac serwisowych, natomiast rzeczywiste użytkowanie i warunki w jakich pracuje maszyna mogą w znaczącym stopniu wpłynąć na wiarygodność tych danych szacunkowych. Z jednej strony oznacza to, że firma może płacić za niepotrzebne prace konserwacyjne i wymianę części. Z drugiej strony jednak wiele elementów maszyny może się popsuć lub ulegać nadmiernej degradacji w okresach pomiędzy planowanymi pracami konserwacyjnymi.
Na przykład, jeśli łożyska zużywają się przedwcześnie albo silnik przegrzewa się, to maszyna może wymagać prac serwisowych wcześniej niż przewidywano. Idąc dalej, jeśli jakiś problem pozostaje nie wykryty przez zbyt długi okres czasu, to może on ulec eskalacji. Maszyna może ulegać dalszym uszkodzeniom, co doprowadzi do kosztownego, nieplanowanego przestoju. Konserwacja prognozowana natomiast pomaga uniknąć tych problemów, oszczędzając firmie czasu i kosztów.
Monitoring stanu technicznego za pomocą technologii uczenia maszynowego.
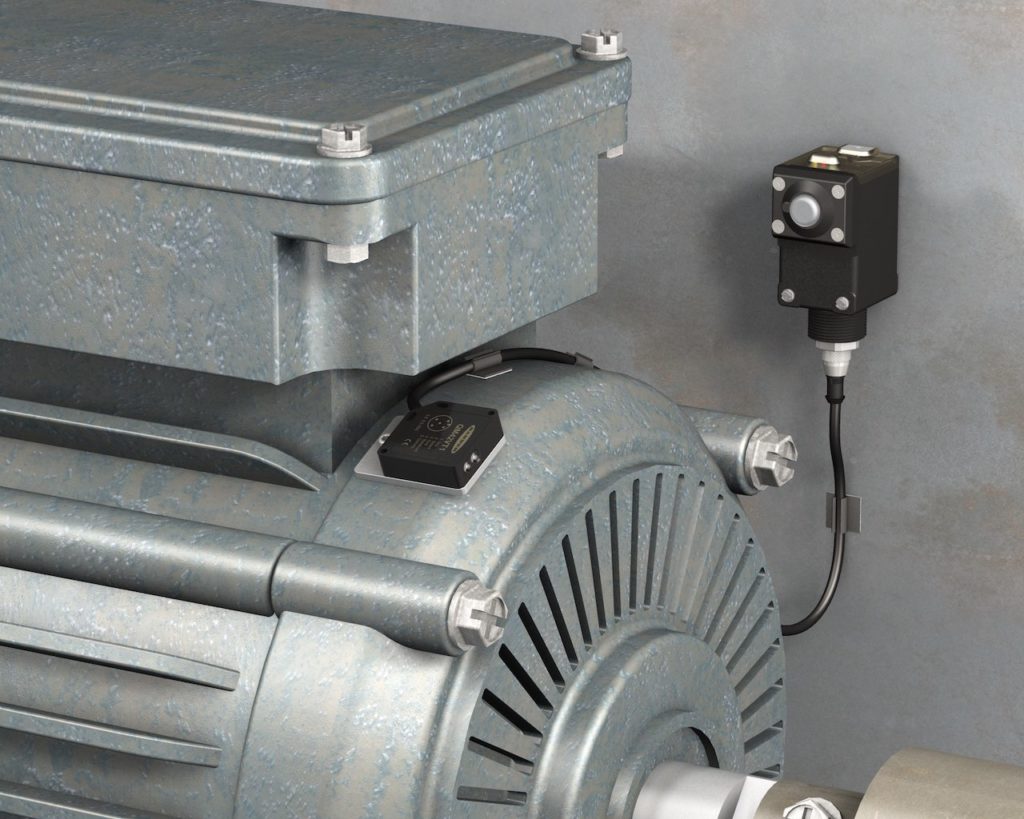
Monitoring stanu technicznego odgrywa kluczową rolę w konserwacji prognozowanej, poprzez umożliwienie użytkownikom identyfikacji kluczowych zmian w funkcjonowaniu maszyn. Jednym z ważnych parametrów do monitorowania są np. drgania. Drgania maszyn są często spowodowane przez niewyważone, nieprawidłowo ustawione, zbyt luźne lub zużyte części. Gdy poziom drgań wzrasta, może to doprowadzić do uszkodzenia maszyny. Poprzez monitorowanie pracy silników, pomp, sprężarek, wentylatorów, dmuchaw i skrzyń przekładniowych pod kątem zwiększających się drgań, można wykryć problemy zanim staną się one poważne i spowodują dużą awarię, skutkującą nieplanowanym przestojem.
Czujniki drgań zwykle mierzą wartość skuteczną RMS (root mean square) prędkości, co daje najbardziej jednolity pomiar drgań w szerokim zakresie częstotliwości pracy maszyny. Wartość skuteczna prędkości drgań jest orientacyjnym wskaźnikiem ogólnego stanu technicznego maszyny. Innym kluczowym punktem danych są zmiany temperatur (tj. przegrzewanie się). System wykorzystujący technologię uczenia maszynowego pobiera tego typu dane, informacje i automatycznie określa warunki wyjściowe oraz ustawia wartości progowe dla ostrych i chronicznych warunków, tak więc użytkownik z góry posiada sprawdzone informacje na temat tego, kiedy jego maszyna będzie wymagała konserwacji.
Pięć kluczowych możliwości technologii uczenia maszynowego.
Uczenie maszynowe jest ważnym elementem, który tworzy inteligentne rozwiązanie monitorowania stanu technicznego. Poniżej podano pięć głównych możliwości tej technologii, których należy szukać w rozwiązaniu konserwacji prognozowanej.
- Ciągły monitoring pracy maszyn. Najbardziej efektywne rozwiązania konserwacji prognozowanej wykonują ciągły monitoring pracy maszyn pod kątem występowania kluczowych zmian w ich funkcjonowaniu, w tym zmian wartości skutecznej prędkości drgań, wartości skutecznej przyspieszenia drgań oraz temperatury. Zmiany tych parametrów są głównymi wskaźnikami zbliżającej się awarii, zaś rozwiązanie ciągłego monitoringu odnosi się do tych zmian w czasie rzeczywistym i umożliwia podjęcie odpowiednich działań na czas.
- Automatyzacja pozyskiwania i przetwarzania danych z czujników. Po zamontowaniu czujnika wibracji na maszynie wymaga on od użytkownika, tak jak większość czujników, zbierania wystarczającej ilości danych do ustanowienia parametrów odniesienia dla pracy maszyny. Uczenie maszynowe eliminuje możliwość błędu ludzkiego, poprzez zautomatyzowanie akwizycji i analizy danych z czujników. Rozwiązanie monitorowania stanu technicznego za pomocą uczenia maszynowego rozpoznaje unikalne warunki odniesienia dla poziomów drgań oraz temperatury i automatycznie ustawia wartości progowe dla wyzwalania alarmów w odpowiednich punktach. Czyni to system monitoringu stanu technicznego bardziej niezawodnym i mniej zależnym od obliczeń przeprowadzanych ręcznie lub nawet przy wsparciu komputera PC, w których można popełnić błędy.
- Bezprzewodowe przesyłanie danych. Bezprzewodowe rozwiązanie monitoringu stanu technicznego jest łatwe w szybkim wdrożeniu i może być zaadoptowane w miarę jak potrzeby użytkownika zmieniają się, bez konieczności długiego przestoju koniecznego dla ułożenia kabli i przewodów, ich podłączenia i uruchomienia instalacji. Ponadto możliwość monitorowania maszyn znajdujących się w niewygodnych lokalizacjach, trudnodostępnych miejscach, pozwala na bardziej kompleksowy monitoring i zwiększoną niezawodność w fabryce.
- Wskazania lokalne i zdalne. Gdy wartość dopuszczalna (próg) drgań lub temperatury zostaje przekroczona, to inteligentny system monitoringu stanu technicznego powinien wyzwolić wskazanie zarówno lokalne jak i zdalne, takie jak np. przesłanie sygnału do świetlnego sygnalizatora kolumnowego, znajdującego się w centralnej lokalizacji lub wysłanie e-maila czy alarmu tekstowego. Zapewni to, że ostrzeżenia zostaną przesłane pod właściwy adres szybko, niezależnie od tego czy dana maszyna znajduje się w zasięgu wzroku operatora.
- Rejestracja danych. Rozwiązanie monitoringu stanu technicznego, które umożliwia użytkownikowi rejestrowanie zbieranych danych w czasie, pozwala na jeszcze większą optymalizację. W systemie bezprzewodowym dane dotyczące drgań i temperatury mogą być wysłane do sterownika bezprzewodowego lub programowalnego sterownika logicznego (PLC) w celu wykonania dalszej, dogłębnej i długoterminowej analizy.
Monitoring drgań i temperatury przy wykorzystaniu technologii uczenia maszynowego podnosi efektywność serwisu i utrzymania ruchu maszyn, zwiększa niezawodność sprzętu, redukuje nieplanowane przestoje oraz powoduje oszczędności w kosztach konserwacji.
Tak zorganizowany system utrzymania ruchu jest także łatwym sposobem na rozpoczęcie podejmowania lepszych decyzji opartych na rzeczywistych danych, dotyczących pracy i serwisu maszyn oraz w szerszej perspektywie transformacji zakładu na inteligentną fabrykę.
Fritz Cleveland, Banner Engineering


