


Jest istotnym elementem każdego dobrze kontrolowanego procesu. Jednak dokładna kalibracja przepływomierzy wymaga nie tylko precyzyjnego kalibratora, ale również dokładnej metody pomiaru lepkości cieczy. Laboratoria zajmujące się kalibracją, poza wskazywaniem wartości lepkości w tabelach kalibracji, stosunkowo rzadko ujawniają swoje metody pomiaru lepkości.
Kalibracja to różnica pomiędzy odczytem urządzenia a ustalonymi w odpowiednich standardach i wymogach technicznych normami pomiarowymi. Proces służący określeniu tej zależności to zespół powiązanych pomiarów i operacji, które dają porównanie. Ani pomiar przepływu, ani kalibracja oparta na przepływie nie bazują na jednym parametrze.
Pomiar objętości lub natężenia przepływu cieczy zależy od określenia weryfikowalnych pomiarów odzwierciedlających wszystkie zmienne. Pomiar przepływu może oznaczać ilość cieczy/substancji określoną na przestrzeni czasu lub faktyczne natężenie.
Objętość zmierzona według standardu pomiarowego może się różnić od objętości, która przeszła przez przepływomierz w czasie testu, jeśli pomiar temperatury jest niepoprawny. Temperatura wpływa na lepkość i gęstość cieczy, a także na średnicę wewnętrzną przepływomierza w czasie testu. Połączenie zmiennych parametrów cieczy z tym, jak precyzyjnie są one mierzone oraz ich oddziaływaniem na standard kalibracji wpływa na niepewność ostatecznego rezultatu kalibracji (fot. 1).

Zrozumieć lepkość
Lepkość to miara oporu wewnętrznego lub wewnątrzmolekularnego cieczy na naprężenie ścinające, która wpływa na profil prędkości medium w rurze. W przypadku cieczy przepływającej między dwiema płytkami naprężenie ścinające to związek pomiędzy siłami wywieranymi na górną płytkę a jej powierzchnią. Dlatego τ (naprężenie ścinające) = F/S. Szybkość ścinania bierze pod uwagę dystans pomiędzy płytkami połączony z prędkością górnej płytki, czyli γ (prędkość ścinania) = v/h. Lepkość dynamiczna to naprężenie ścinające (τ)/prędkość ścinania (γ). Te równania odnoszą się do cieczy newtonowskich (idealnie lepkich).
Czym są ciecze newtonowskie? To ciecze, których naprężenie ścinające jest związane liniowo z szybkością ścinania. Określa się je czasem jako ciecze idealnie lepkie, ponieważ ich lepkość nie zależy od ścinania, które może wystąpić w czasie pobudzenia lub pompowania. Większość typowych cieczy, takich jak woda i węglowodory, to właśnie ciecze newtonowskie.
Niektóre przepływomierze są bardziej czułe na lepkość niż inne. Jednak do pewnego stopnia ten parametr wpływa na wszystkie przepływomierze, gdyż zmienia profil prędkości. Poznanie lepkości cieczy jest bez wątpienia jednym z najważniejszych elementów kalibracji przepływomierza.
Pomiar lepkości można wykonać kilkoma metodami, które różnią się ceną sprzętu i czasem pomiaru. Najpowszechniej używanymi instrumentami do pomiaru lepkości są wiskozymetry kapilarne, rotacyjne i Stabingera. Precyzyjny wiskozymetr Stabingera wymaga czystego filtra cieczy, aby uzyskać wysoką dokładność (fot. 2–3).


Laboratoria zajmujące się kalibracją nie mogą i nie stosują cieczy typowej dla klienta przy każdej kalibracji. Byłoby to bardzo czasochłonne i niekorzystne dla środowiska, a także kosztowne i potencjalnie niebezpieczne. Dlatego stosują mieszanki rozpuszczalników/olejów z określoną lepkością kinematyczną, która odpowiada cieczy klienta. Oparte jest to na stosunku liczby Reynoldsa (liczba Reynoldsa [Re] jest wartością niemianowaną, wykorzystywaną do szacowania podobnych wzorów prędkości w różnych przypadkach przepływu cieczy).
Re = (ρ · v · D) / µ
gdzie:
Re – liczba Reynoldsa,
ρ – gęstość,
D – średnica rury,
µ – lepkość dynamiczna.
Wartość lepkości cieczy w kalibracji wyporowej przepływomierza określana jest za pomocą tabeli temperatury/lepkości, generowanej przez wprowadzenie wartości lepkości kinematycznej dla dwóch różnych punktów temperatury. Czujniki temperatury wbudowane w orurowanie instrumentów kalibracyjnych podają aktualną temperaturę pracy cieczy, która pozwala na odczyt lepkości z tabeli. Wartość temperatury cieczy w czasie rzeczywistym i lepkości jest zapisywana dla każdego punktu na przestrzeni całego przepływu kalibracyjnego. Należy zwrócić uwagę, że w zamkniętym systemie kalibracyjnym temperatura płynu podnosi się w czasie cyrkulacji w systemie. Dlatego precyzja kalibracji zależy od dokładności:
-> pierwotnego pomiaru lepkości cieczy za pomocą wiskozymetru,
-> pomiaru temperatury cieczy w czasie kalibracji.
Wpływ na dane kalibracji
Istnieje wiele typów przepływomierzy: wyporowe, rotametry, turbinowe, spiętrzające, kryzy i przepływomierze Coriolisa. Do pewnego stopnia lepkość i gęstość będą miały niewielki lub znaczny wpływ na proces kalibracji, w zależności od typu przepływomierza. Wiedza na temat lepkości i gęstości mierzonej cieczy pracującej w aplikacji jest kluczowa dla poprawnej kalibracji mierników przepływu.
Lepkość staje się tym bardziej istotna, gdy mamy do czynienia z przepływomierzem turbinowym pracującym w nieliniowym, powtarzalnym obszarze charakterystyki pracy (rys.). Lepkość i gęstość muszą być odzwierciedlone w czasie kalibracji, aby dać dokładne dane kalibracji. Gęstość została wspomniana, ponieważ w przypadku przepływomierzy Coriolisa konieczne jest obliczenie strumienia objętości, podobnie jak w przypadku przepływomierzy turbinowych, które wymagają gęstości do obliczenia natężenia przepływu.
Należy pamiętać, że gęstość i lepkość będą się zmieniać wraz ze zmianą temperatury i ciśnienia. Dlatego system pobierania danych kalibracyjnych musi równoważyć te zmienne i obliczać w czasie rzeczywistym prędkość przepływu w wymaganej jednostce miary.
Dobrym przykładem wpływu lepkości na dane kalibracyjne jest kalibracja nieliniowa powtarzalna (±0,25%) przepływomierza turbinowego o małej wartości przepływu w ilości 0,47 do 4,73 litra na minutę (0,125 do 1,25 galonu na minutę). Przepływomierze turbinowe mierzą przepływ, wykorzystując turbinę, która obraca się swobodnie prędkością obrotową proporcjonalną do prędkości i lepkości cieczy. Rysunek przedstawia nieliniowy przepływomierz turbinowy o małej wartości przepływu, który stanowiłby najgorszy możliwy przypadek. Im bardziej liniowy przepływomierz, tym mniej wrażliwy jest on na zmiany lepkości (rys.).
Przepływomierz miał być kalibrowany z użyciem cieczy o lepkości 1,2 centystoksów (cSt), czyli 1,2 mm²/sek. (rys.). Po wprowadzeniu do danych kalibracyjnych błędu o wartości jedynie 1 cSt siatka przesunęła się na lewo, co oznacza przesunięcie współczynnika konwersji o 1,9%. Laboratorium bez właściwego sprzętu lub procedur mogłoby z łatwością zmierzyć błędną wartość lepkości o 10%. Pozostałe typy przepływomierzy, takie jak rotametry, są czułe na gęstość, a przez to na lepkość kinematyczną, gdzie czynnik gęstości jest elementem równania do obliczania strumienia objętości.

Jak bardzo może się zmieniać lepkość? Nowa beczka rozpuszczalnika MIL-PRE-7024F Type II Stoddard o pojemności 208 litrów (55 galonów) ma lepkość pomiędzy 1,12 a 1,22 cSt (mm²/sek.) w stanie dostawy (różnica ponad 8%). Z czasem lżejsze elementy rozpuszczalnika parują, co zwiększa lepkość. Na wartość tego parametru ma wpływ czystość orurowania i filtrów instrumentów kalibracyjnych. Jeśli wcześniej do kalibrowania używano cieczy o większej lepkości, a płukanie nie było wystarczające, lepkość cieczy może być już inna. Dlatego lepkość należy mierzyć po procesie kalibracji, a nie w beczce. Możliwe błędy w określaniu lepkości cieczy mogą mieć różne przyczyny, z czego najgorszą jest brak pomiaru.
Dopytując laboratorium o niepewność wstępnej kalibracji standardowej, warto także zapytać o niepewność pomiarów lepkości i gęstości. Oba czynniki uzupełniają się w generowaniu najlepszych danych kalibracyjnych, które faktycznie odzwierciedlają możliwości technologii pomiarowej.
Wyniki akredytowanego laboratorium kalibracyjnego zależą wyłącznie od możliwości dokonania precyzyjnych pomiarów. By dokładnie zmierzyć przepływ cieczy przez przepływomierz, konieczny jest pomiar i kontrola lepkości w kalibratorze. Często klienci nie biorą pod uwagę metod pomiaru lepkości przez laboratorium i dokładności ich przyrządów pomiarowych. Jednak niemożność precyzyjnego zbadania lepkości, czy to przez sprzęt, czy przez zastosowaną metodę, może zwiększyć niepewność pomiaru, przez co wyniki kalibracji będą niewystarczające. Dlatego ważne jest, aby przy wyborze laboratorium poznać metody pomiaru lepkości i wziąć je pod uwagę.
Zastosowanie właściwego sprzętu
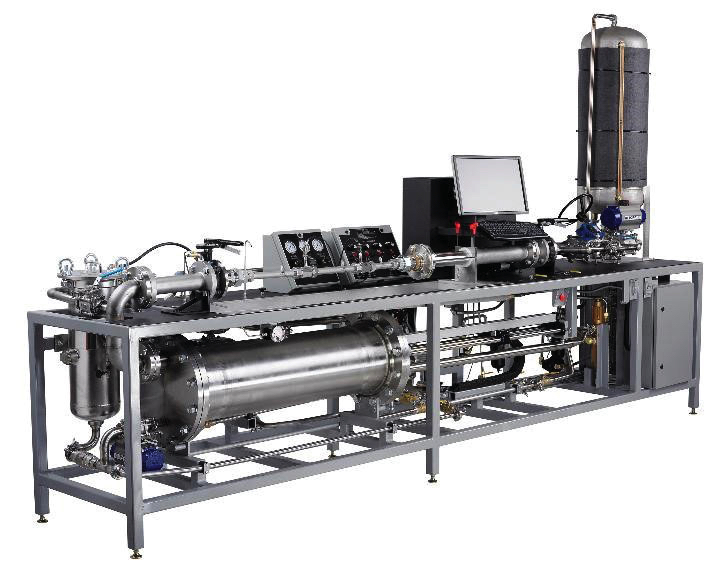
Największy postęp w technologii kalibracji przepływomierzy dotyczy zmian, jakie zaszły w kalibratorach wyporowych. Systemy wyporowe to dynamiczne wstępne kalibratory, które uwzględniają zmienne warunki pracy przepływomierzy. Mogą zmierzyć dokładnie temperaturę cieczy i skorygować gęstość, lepkość i inne zmienne, które wpływają na odczyt przepływomierza. Zazwyczaj osiągają niepewność w zakresie ±0,05% tempa przepływu cieczy (fot. 4).
Sercem wstępnego systemu wyporowego jest precyzyjnie wykonany, z powłoką niklowo-chromową, wypolerowany cylinder z tłokiem i uszczelkami. Tłok jest połączony z polerowanym wałem, który porusza cylinder przez uszczelkę. Wał jest połączony z enkoderem liniowym o wysokiej rozdzielczości (jedna milionowa na cal), który śledzi przesunięcie tłoka. Stały, jednostajny przepływ izostatyczny i brak przecieków z warunkami jak najbardziej zbliżonymi do idealnych pozwalają na uzyskanie niepewności pomiaru na poziomie ±0,05% lub mniej.
Znajomość dokładnej średnicy cylindra i prędkości przesuwu, określa objętość przepływu. Oznacza to także, że temperatura cylindra musi być znana, aby kompensować rozszerzanie lub kurczenie, które wpłynie na objętość. Te zmienne są mierzone i wykorzystywane w algorytmach, które podają bardzo precyzyjne dane objętości przepływu w czasie rzeczywistym.
Użytkownicy powinni być szczególnie uważni, wybierając usługę kalibracji dla przepływomierzy turbinowych, jeśli do kalibracji używana jest tylko woda jako medium kalibrujące. Woda jest cieczą powodującą ścieranie i wywołuje dodatkowy opór łożyska, który nie pojawia się w przypadku węglowodorów. Nie ma kalkulacji, która pozwoliłaby na obliczenie krzywej kalibracji ze zmienną lepkością. Współczynnik konwersji jest określany każdorazowo za pomocą danych empirycznych, które odnoszą się tylko do jednego typu przepływomierzy i nie mogą być stosowane w przypadku urządzeń innych producentów. Każda zmiana w projekcie turbiny lub materiale łożyska sprawi, że współczynnik korelacji będzie bezużyteczny. Mieszanina wody i glikolu jest brana pod uwagę jako sposób na zmniejszenie ilości odpadów toksycznych, a także ograniczenie problemów związanych z zapachem oparów i ryzykiem pożarowym. Glikol zapewnia smarowanie i może być mieszany z wodą, aby uzyskać różne lepkości kinematyczne do kalibracji.
Podsumowanie
Wymogiem dla każdego laboratorium kalibracyjnego jest posiadanie sprzętu do wstępnej kalibracji standardowej przepływu o przyzwoitym poziomie niepewności. W tym obszarze nie można pójść na żaden kompromis. Kalibracja zależy od każdego pomiaru wykonanego w procesie, a szczególną uwagę należy zwrócić na lepkość. Większość metod pomiaru lepkości zależy od operatora i procesu i dlatego narażone są na błąd. Należy ze szczególną ostrożnością wybierać laboratorium wstępnej standardowej kalibracji i procesy, które mają zapewnić powtarzalne rezultaty.
Ponieważ lepkość jest tak istotnym elementem dla każdego laboratorium kalibrującego pomiary przepływu, należałoby sprawdzać nie tylko niepewność kalibracji, lecz także zwracać uwagę na dokładność technik kalibracji pomiaru lepkości. Błąd w pomiarze lepkości może bowiem powodować niewykrywalne przesunięcie kalibracji przepływu.
Ron Madison jest wiceprezesem ds. sprzedaży i marketingu Cox Flow Measurement, oddziału Badger Meter. Ma duże doświadczenie w zakresie precyzyjnych instrumentów testowych i pomiarowych, ze szczególnym uwzględnieniem przepływomierzy.


