


Tam, gdzie potrzebne są dynamiczne i szybkie sterowniki do synchronizacji kilku osi i procesów ruchowych, znakomicie nadają się obecnie rozwiązania Motion Control. Doskonałym przykładem mogą być systemy SVZ, pakujące tabliczki czekolady w firmie Hosta Schokolade z Badenii-Wirtembergii. Sprzęt i oprogramowanie sterujące i napędzające tworzą tu mechatroniczny projekt automatyzacji, który dzięki swej modułowej strukturze i elastyczności daje się indywidualnie dopasować do wymagań procesowych.
Przemyślane procesy
Nowoczesne przedsiębiorstwo SVZ z Crailsheim, producent specjalnych maszyn, dysponuje już obszernym know-how w sektorze pakowarek. Specjalnością SVZ jest realizacja zadań, niewykonalnych przy użyciu maszyn powszechnie dostępnych na rynku, a także przebudowa i dopasowywanie maszyn istniejących do nowego formatu oraz opracowywanie i budowa specjalnej linii, przeznaczonej dla konkretnego produktu.
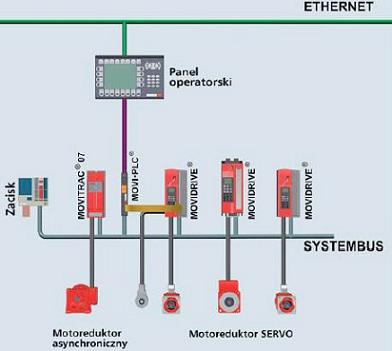
 Fot. 1. MOVI-PLC jako sterownik modułowy w połączeniu napędu i automatyzacji.
Fot. 1. MOVI-PLC jako sterownik modułowy w połączeniu napędu i automatyzacji.
Dla firmy Hosta i produktu „Czekolada Romy” SVZ stworzyło linię (rys. 2), zdolną opakować około 50 kg tabliczek czekolady w ciągu jednej minuty (jedna tabliczka waży 200 g). Tabliczki są przesyłane z magazynu chłodni do linii pakującej. Tu przechodzą najpierw przez horyzontalną pakowarkę torebkową, która rozdziela poszczególne tabliczki i pakuje w nadrukowaną folię.
Potem za pośrednictwem przenośnika taśmowego napędzanego motoreduktorami Spiroplan trafiają do strefy pakowania końcowego. Tutaj za pomocą układarki tabliczki układane są w stosy i pakowane w kartony. Wcześniej specjalny czujnik liczy pakowane tabliczki. Na jeden stos składa się 18 tabliczek. Dwa serwomotory CFM71S zapewniają zsynchronizowany i równomierny ruch układarki oraz przekazywanie tabliczek do jednostki pakującej w kartony. Każdy serwomotor przechodzi po kolei te same etapy procesu.
Opakowane tabliczki czekolady układane są w stosy na metalowych paletach. Te z kolei w synchronizowanych odstępach czasu i odpowiednio do grubości tabliczek przesuwane są w dół. Podczas gdy na jednej palecie trwa układanie stosu, druga paleta odtransportowuje ułożone tabliczki po ok. 1 g (9,81 m/s2) na dół i przekazuje je na podajnik kartonowy – „jazda powrotna” odbywa się z taką samą dynamiką.
Oba serwomotory poruszają obie osie linearne w układzie bezpośrednim, bez przekładni. Podajnik kartonowy składa się z jednej osi liniowej, poruszanej silnikiem z przekładnią zębatą walcową ze sprzężeniem zwrotnym nadajnika. Tabliczki są przesuwane o ok. jeden metr i za pośrednictwem kolejnej osi liniowej przebiegającej poprzecznie, są wsuwane do kartonów doprowadzanych z góry. Zapakowane kartony opuszczają instalację na taśmie rolkowej i docierają do strefy pakowania na palety.
Rys. 2. System sterowania zbudowany w oparciu o produkty firmy SEW Eurodrive Polska
Sterownik wielowariantowy
Do sterowania pakowaniem końcowym stosowany jest sterownik Movi-PLC (fot. 3). Trzy przetwornice częstotliwości Movitrac 07 zapewniają dokładny i regularny ruch taśm przenośnikowych. Trzy przetwornice Movidrive B sterują silnikami z przekładniami doprowadzającymi w równych odstępach czasu nieposkładane kartony i stosy czekolady do strefy pakowania. Oba serwomotory są synchronizowane poprzez przetwornicę Movidrive B.
Movi-PLC to wydajna rodzina sterowników programowalnych w IEC 61131-3, przeznaczonych do zintegrowanego przetwarzania układów logicznych. Wspólne dla wszystkich sterowników jest łatwe programowanie, uruchamianie i diagnozowanie. Ponadto pozwalają na optymalne i zsynchronizowane sterowanie wszystkimi maszynami asynchronicznymi i serwonapędami SEW-Eurodrive. Przy tym nie jest tu potrzebna właściwie żadna wiedza o magistralach polowych i systemowych.
Dla różnych klas aplikacji dostępnych jest kilka „szytych na miarę” Movi-PLC. Wariant bazowy umożliwia na przykład skoordynowane sterowanie nawet 12 przetwornicami częstotliwości, przy wymianie danych między sterownikiem a przetwornicami w czasie 2 ms. To przekracza wyraźnie uzyskiwaną do tej pory wydajność przy zastosowaniu klasycznych magistrali polowych i sterowania poprzez nadrzędne SPS. Klasa sterowników Advanced różni się od wariantu podstawowego większym wyborem interfejsów przy podłączeniu magistrali Ethernet Motion Control pracującej w czasie rzeczywistym oraz z jeszcze większymi rezerwami wydajności, które umożliwiają sterowanie taśmami w trybie synchronizacji.
Oprócz podziału na różne klasy wydajności Movi-PLC oferowane jest też w różnych wersjach do zastosowania jako opcja w Movidrive B, Movitrac B, Moviaxis i Movifit. Niezależnie od tego, w jakiej przetwornicy montuje się Movi-PLC, za pośrednictwem magistrali systemowej można, przy zastosowaniu wcześniej przygotowanych bibliotek programów, wygodnie sterować całą gamą przetwornic SEW-Eurodrive, łącznie np. z Movimot, a także innymi modułami peryferyjnymi jak np. CANopen I/O.
Modularyzacja uelastycznia
W firmie Hosta stosowany jest Movi-PLC basic DHP11B. Jest to opcja do montażu w Movidrive MDX61B. Przez interfejs profibus DP-V1 można połączyć kartę sterowniczą DHP11B z nadrzędnym sterownikiem (rys. 4). Ze sterownika instalacji DHP11B otrzymuje jedynie zlecenia dotyczące modułu maszyny pakowanie końcowe. Analogicznie DHP11B odsyła do sterownika instalacji meldunek o statusie wykonania zlecenia.

Fot. 3. Schemat linii pakującej z wykorzystaniem napędów SEW-EURODRIVE Polska
W ramach modułu maszynowego DHP11B steruje i koordynuje wszystkimi podłączonymi napędami. Wielką zaletą takiej modularyzacji jest jasny podział funkcji. Skomplikowany na ogół program sterownika ogranicza się tylko do wysyłania zleceń do Movi-PLC przy wykorzystaniu protokołu PROFIBUS. Ponadto funkcja modułu maszynowego daje się uruchomić, przetestować i kontrolować niezależnie od reszty instalacji. Zmiany w ramach modułu maszynowego nie wpływają zatem w najmniejszym stopniu na sterowanie instalacją. Dzięki temu można zaoszczędzić czas i koszty przy przebudowie instalacji.
Movi-PLC DHP11B oferuje dwa interfejsy do magistrali systemowej, służące do sterowania przetwornicami. Jeden z tych interfejsów jest odizolowany galwanicznie i tym samym nadaje się do podłączenia np. zacisków I/O. Na karcie umieszczono osiem wejść/wyjść cyfrowych, z których pięć wykonano, umożliwiając przerwania. Ponadto w programie sterującym da się wykorzystać bezpośrednio wejścia/ wyjścia podłączonych przetwornic.
Na płycie zintegrowany jest seryjny interfejs RS485. Kolejny interfejs dostępny jest jako dodatkowa opcja. Przez interfejsy seryjne można np. bezpośrednio podłączyć i sterować motoreduktorami z zabudowanymi falownikami Movimot. Za pośrednictwem seryjnego interfejsu do DHP11B podłącza się też Drive Operator Panels (DOP). Poprzez standardowo przyłączone zmienne systemowe program sterowniczy ma bezpośredni dostęp do parametrów DOP. W bardzo prosty sposób przez DOP daje się ustawiać parametry programu sterującego oraz receptury. W trybie Transparent DOP umożliwia ponadto podłączenie do sieci Ethernet. W połączeniu z panelem Drive Operator (panel operatorski) oraz przy podłączeniu potrzebnych modułów I/O można stosować Movi-PLC bez nadrzędnego SPS, także jako sterownik maszyny.
Programowanie i uruchamianie
Sterownik ujawnia swe atuty, pomijając jego wydajność i szeroki wybór interfejsów, przede wszystkim w wyjątkowo wygodnym procesie programowania i uruchamiania. W nowym Movitools-MotionStudio pokazane są na schemacie wszystkie urządzenia podłączone do Engineering-PC. Wystarczające jest przy tym fizyczne podłączenie MOVI-PLC przez dowolny interfejs (RS485, CAN, PROFI-BUS). Sterowane przez Movi-PLC przetwornice są kierowane przez MOVI-PLC i tym samym rejestrowane w Movitools-Motionstudio. MotionStudio oferuje do wszystkich urządzeń liczne narzędzia (tools), służące do konfiguracji, ustawiania parametrów, programowania przez uruchamianie i diagnozę aż po wizualizację i nadzorowanie. W tym oprogramowaniu są więc zintegrowane wszystkie elementy konieczne do automatyzacji maszyny, nie pozostawiając żadnej luki.
Sporządzenie programu sterującego odbywa się w edytorze PLC w jednym z trzech standardowych języków programowania zgodnych z normą IEC 61131-3. Biblioteki Motion certyfikowane przez PLCopen dają do dyspozycji przygotowane wcześniej elementy, dające się ze sobą dowolnie łączyć, służące optymalnemu sterowaniu podłączonych przetwornic. Szczególną zaletą w korzystaniu z tych elementów jest proste programowanie. Dzięki komunikacji z przetwornicami automatycznie odbywa się zarządzanie i optymalizowanie procesu sterowania.
Oprócz żądanych parametrów pozycjonowania, jak pozycja docelowa czy przyśpieszenie, wystarczy podać jedynie oś odniesienia przypisaną danej przetwornicy.

Rys. 4. MOVI-PLC jako sterownik modułowy w połączeniu napędu i automatyzacji
Movitools-MotionStudio oferuje wielostopniowo cały szereg bibliotek programów, przeznaczonych do urządzeń i aplikacji. Spełniają one wszelkie wymagania. Na najniższym stopniu jest biblioteka IEC 61131 ze standardowo zintegrowanymi normowanymi czasomierzami, licznikami itd. Na wyższym stopniu biblioteki Motion obejmują elementy przeznaczone do przetwornic, w swej istocie do pozycjonowania i regulacji prędkości ruchów jednoosiowych. Stopnie wyższe oferują biblioteki przeznaczone do aplikacji i technologii o różnych stopniach złożoności. Sięgają one od krzywek po pracę synchroniczną przez moduły operacyjne aż do sterowania taśmami i rozwiązań dopasowanych do danego klienta.
Oprócz swobodnego programowania w IEC 61131, przy wykorzystaniu przygotowanych wcześniej elementów dla różnych obszarów zastosowania, istnieje nawet możliwość zupełnej rezygnacji z programowania i zamiast tego określenia samych parametrów aplikacji.
Rozwiązanie z jednej ręki
SEW-Eurodrive oferuje całą gamę produktów do automatyzacji maszyn, od przekładni i silników poprzez przetwornice aż do sterownika i HMI oraz komfortowego engineeringu. W firmie Hosta od momentu uruchomienia przed rokiem do dzisiaj udało się opakować miliony tabliczek czekolady tak, jak producenci i konsumenci tego oczekują.
Jakie były najważniejsze powody tego, że konstruktorzy maszyn zdecydowali się na propozycję Motion Control firmy SEW?
Dla firmy SVZ najważniejsza była wydajność sterownika Movi-PLC DHP11B. Z wcześniej stosowanym sterownikiem nie można było uzyskać czasu reakcji, koniecznego dla tej aplikacji. Wyzwalane przez sygnał czujnika, metalowe pojemniki muszą być bardzo szybko przesuwane. Dlatego przy wykorzystaniu Movi-PLC sygnał czujnika lokalizowany jest na jednym z pięciu wejść interrupt.
Najpóźniej 150 µs po zdarzeniu sterownik opracowuje odpowiedni task, po czym następuje ruch napędów. Komunikacja pomiędzy sterownikiem w postaci karty wsuwanej do falownika a samym falownikiem jest przy tym wielokrotnie szybsza niż przy użyciu magistrali polowej i sterownika zewnętrznego. Ponadto sterownik wykorzystuje i tak istniejące miejsce na kartę opcyjną magistrali polowej w falowniku MOVIDRIVE B, tak więc w szafie sterowniczej nie potrzeba na niego dodatkowego miejsca.
SVZ przykłada wagę do tego, by aplikację programować samemu. Dlatego programowanie w IEC 61131 wychodzi naprzeciw oczekiwaniom SVZ. Jako komfortową ocenia się dostępność wszystkich względnych parametrów napędu. SVZ wymienia także jako ważny czynnik krótkie czasy reakcji oraz dobry serwis ze strony SEW-Eurodrive. Przyczynia się do tego też fakt, że cały pakiet przewidziany do automatyzacji maszyny od napędów poprzez sterownik aż po HMI pochodzi z jednej ręki.


